
在软物质系统的制造中,“可打印性”长期以来几乎等同于“形状保持能力”。无论是墨水直写(DIW)还是熔融沉积(FDM),主流策略都围绕着一个核心目标展开:抑制材料流动,使其在挤出后尽可能维持纤维或轮廓形态。为此,研究者通常通过引入填料、提高屈服应力或增强剪切变稀行为,来“驯服”材料的流变响应。
然而Ecoflex等极低模量胶,因其极低黏度和几乎不存在的屈服应力,在挤出后往往迅速铺展、融合甚至“塌陷”,被普遍视为“不适合打印”的材料体系。为提升其可打印性而进行的流变改性,虽然能够改善成形稳定性,却不可避免地牺牲了材料原本最具价值的特性——类皮肤组织的力学响应和优良的生物相容性。
这一矛盾揭示了一个更深层的问题:软物质的可打印性边界是否真的已经被穷尽?对于这类材料而言,流动并非缺陷,而是其内在属性;问题并不在于“如何阻止它流动”,而在于是否能够对流动本身进行设计与调控。
基于这一思考,浙江大学机械工程学院傅建中教授团队受中国传统糖画工艺启发提出了一种全新的打印思路:不再试图抑制极软硅胶的铺展行为,而是利用其天然的润湿与流动特性,通过精确调控铺展过程并在恰当时机将其“冻结”,实现可预测可设计的薄膜制造。与传统打印方法依赖“材料站得住”不同,润湿驱动的打印策略将成形的核心转移到“挤出—铺展—融合”这一连续过程本身。通过将基底温度、铺展动力学与固化时序进行耦合设计,极软硅胶不再以不稳定的纤维形态存在,而是自发流平成高度均匀的薄膜,并在热冻结作用下被精确锁定。这种从“抑制流动”到“设计流动”的转变,为软物质的打印提供了一条全新的路径。
相关工作“Wetting-Driven Thermal-Freezing Printing Method for Ultra-Soft Silicone Film Fabrication”发表在Cell姊妹刊《Matter》。浙江大学机械工程学院姚鑫骅副教授为论文通讯作者,博士研究生田李欣为论文第一作者,硕士研究生马宇哲与浙江大学附属第一医院特聘研究员谢明君为论文共同一作,机械工程学院傅建中教授、贺永教授、硕士研究生陈语、硕士研究生何宏辉为共同作者,流体动力基础件与机电系统全国重点实验室为第一单位,该工作得到国家自然科学基金项目的支持。
文章亮点
<全新原理>首次提出“设计流动”而非“驯服材料”的打印理念
<精准模型>建立挤出–润湿–融合–冻结的量化加工设计框架
<薄膜成形>实现极软硅胶薄膜的可编程制造
<集成制造>实现流变不匹配材料的垂直堆叠器件一体化成形
图片1
研究工作
稳定流挤出
对于极软硅胶而言,不进行流变改性虽然保留了材料本征特性,但也带来了最直接的制造难题:挤出过程不稳定,难以实现可预测的流量控制。
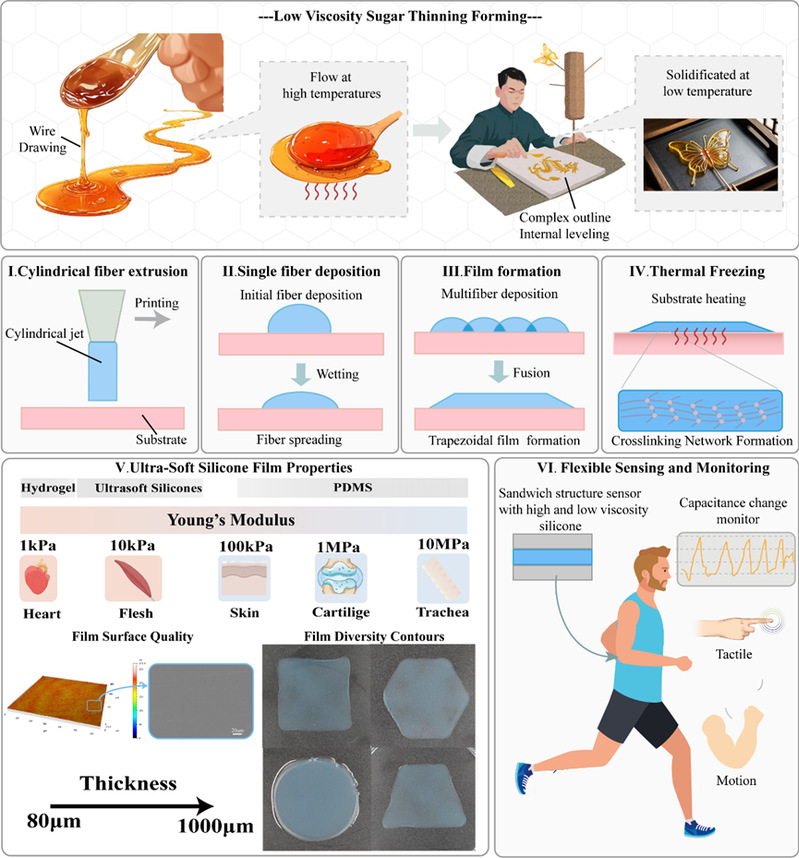
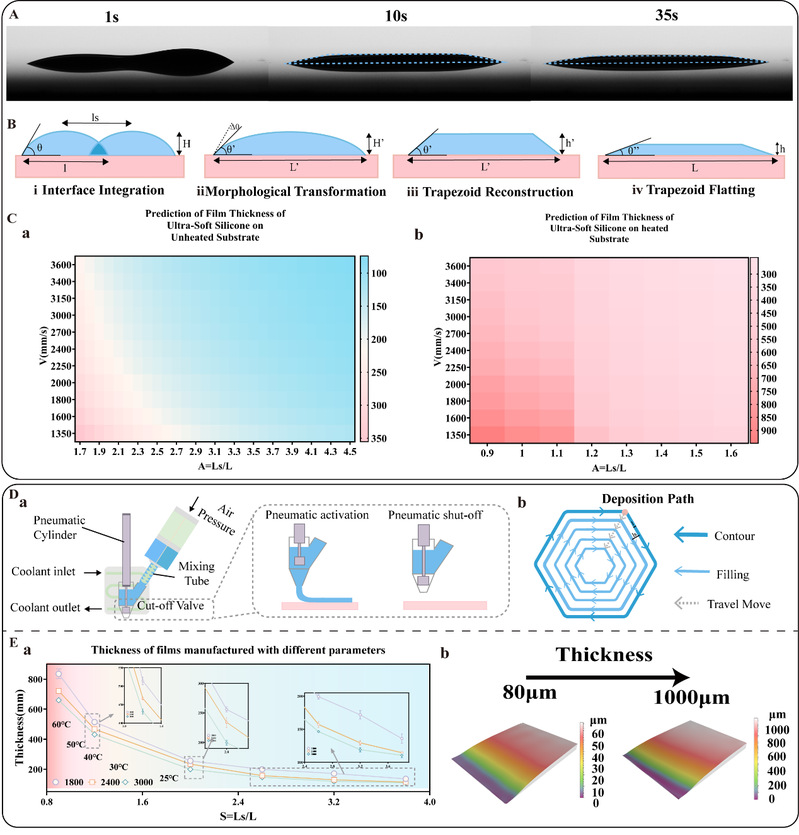
因此,本研究首先建立原始Ecoflex稳定流挤出的量化基础。实验表明,其挤出行为可分为液滴形成、过渡状态和连续挤出三个阶段(图2A),其中针头直径与气压共同决定了连续挤出的形成边界。
进一步地,传统打印参数(喷嘴速度v与喷嘴-基材高度h)难以完整描述WDTFP中的挤出动力学。为此,本文将挤出过程统一归结为喷嘴-基材距离(hn)、挤出纤维直径(de)、喷嘴速度(vn)及初始挤出速度(ve)四个参数的耦合作用(图2B),并引入无量纲参数H与V进行归一化表征。在此基础上,构建了WDTFP工艺相图(图2C),将纤维形态划分为堆积态、均匀态、涂抹态和不连续态四个区域,实现了从“不可控挤出”到“可预测形态”的量化转变。
图片2
润湿驱动和热冻结行为
当“允许流动”成为策略的一部分,问题自然转向了:流动如何被量化与设计?
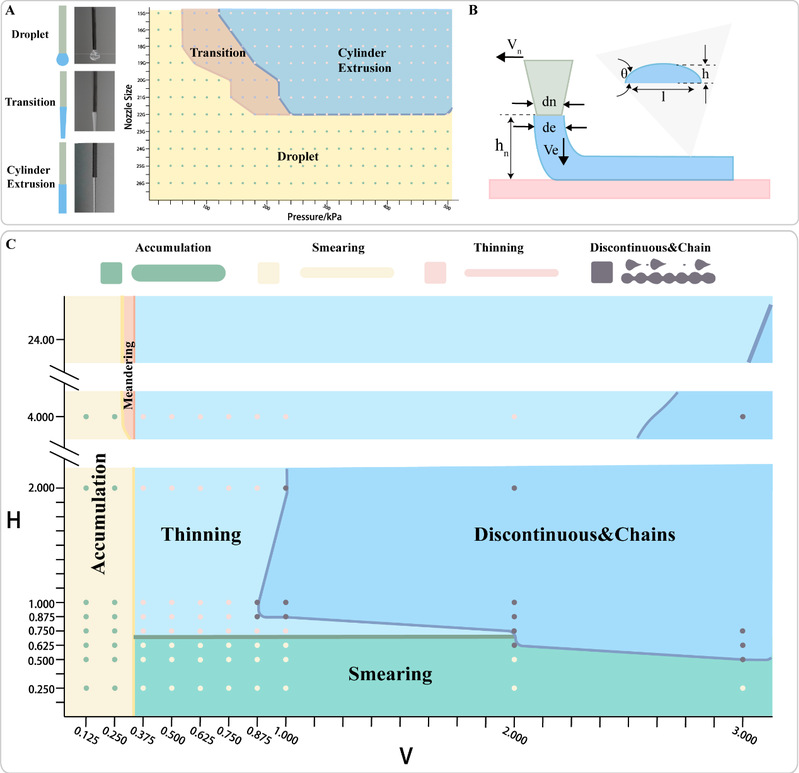
为探讨极软硅胶纤维沉积后的润湿机制,本文研究了极软硅胶在不同表面能基底上的铺展行为(图3A-i)。金属基底由于高表面能,使得液滴优先展开,接触角较小;硅基底则由于表面能较低,接触角较大。随着基底温度升高至临界值,液滴表面张力的梯度导致润湿行为发生反转(图3A-ii),接触角增大,液滴收缩,接触线后退。
为描述这一过程,本文建立了一个渐进式预测模型,结合粘度(η)和接触角(θ)的关系,预测了铺展因子s(t,T),即纤维足迹的演变(图3C-E)。模型表明,温度和粘度的变化主导了润湿过程,而非完全固化。实验验证了该模型的准确性,显示基底温度升高有效抑制了横向扩展,增强了尺寸保真度,特别是在金属基底上,热收缩效应更加显。
图片3
纤维融合机制
实验观测表明,邻近的两根纤维最终融合形成梯形横截面(图4A)。基于这一现象,本文建立了一个几何模型,预测融合和最终平整后的高度分布(图4B)。该过程经历四个阶段:(i) 初始接近,(ii) 等弧融合,(iii) 等高梯形,(iv) 最终平整。
与传统的瞬时接触融合模型不同,本模型考虑了三种初始构型,由归一化纤维间距ls决定。具体情况如下:
情况I (ls<l):两纤维立即重叠,直接进入阶段II;
情况II (ls=l):纤维处于临界接触状态;
情况III (ls>l):纤维初始分离,只有在侧向扩散使界面接触时,才触发融合。
在情况III中,接触角通过动态评估θ(t,T)进行计算,确保扩散动力学与融合起始保持一致耦合。在情况I中,初始接触角θ₀和最终接触角θ∞可以通过单纤维模型提前确定,从而计算各阶段的梯形高度。
为了进一步建立薄膜厚度预测框架,本文将扩散模型与实验测得的扩散系数结合(图4C)。模型的关键输入参数为初始纤维宽度l,而通过反向计算可以估算出该宽度。在分析Ecoflex的铺展行为时,间距与宽度比ls/l具有温度无关的保守阈值(1.6),当该比值超过该阈值时,沉积纤维进入梯形阶段,此时无需基底加热即可精确预测薄膜厚度。当间距比小于该阈值时,基底加热成为必要条件,帮助精准锁定几何形态并防止失控展平。图4C展示了在不同工艺条件下的预测薄膜厚度。在自发流平区间(图4C-i),Ecoflex薄膜厚度范围为75–350μm,主要受粘性铺展控制;而在加热条件下(图4C-ii),固化效应阻止了铺展,厚度范围扩大至280–950μm。在实验验证中,本研究使用定制的低粘度喷嘴和轮廓偏移填充策略(图4D),成功验证了该模型的预测能力。不同喷嘴速度和纤维间距比下的实验结果(图4E)与模型预测值高度吻合,证明了基于纤维融合成膜的厚度预测方法的准确性。
图片4
制造能力边界扩展
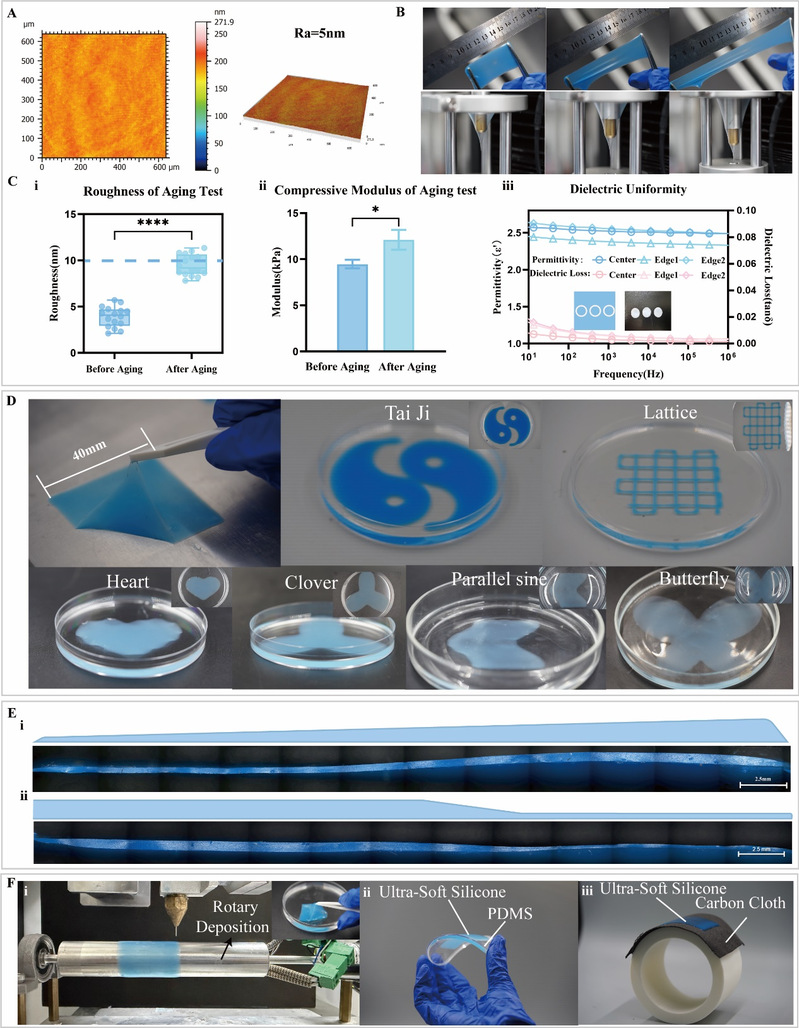
WDTFP工艺展现了薄膜制造能力的广泛性。从平滑均匀薄膜到复杂二维几何图案(图5D),均可通过润湿-热冻结策略实现高保真构建。不同于旋涂等仅适用于平面且难以实现图案化与局部调控的工艺,WDTFP在沉积过程中即可完成结构定义与形貌控制。
此外,工艺实现空间可设计的厚度分布(图5E),通过旋转轴沉积,WDTFP还能在曲面及柔性基底上实现无褶皱贴合(图5F),并在PDMS及编织碳纤维织物上形成高附着力薄膜。
这些能力共同构成了WDTFP在“形态—厚度—基底”三维空间中的制造边界,使其突破了传统薄膜制备工艺在几何自由度与基底适应性方面的限制。
图片5
垂直堆叠功能器件集成化制造
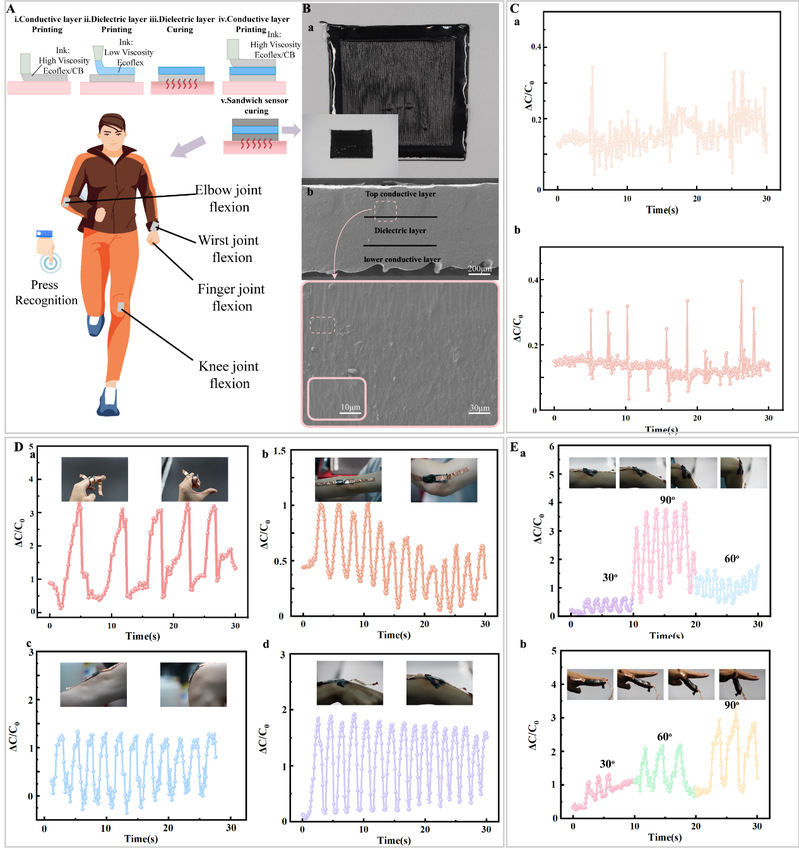
在软体机器人和柔性电子领域,多数薄膜传感器可视为垂直堆叠装置,其中薄膜层既承担结构功能,又担任封装膜层。其厚度、表面平整度、界面连续性及机械柔顺性直接决定器件的可靠性和稳定性,这对底层制造技术提出了严苛要求。
本研究以三明治结构电容传感器为例,评估了WDTFP工艺在薄膜质量、界面可靠性及多层集成方面的表现。通过混合工艺流程,成功制备了全印刷电容传感器(图6A)。该器件通过DIW技术打印导电层,并采用WDTFP原位生成均匀介电层,省去人工对准和层压步骤,简化了制造过程。与传统工艺相比,WDTFP大大缩短了总制备时间,且消除了多次人工操作,确保了界面紧密接触。
图片6
总结
研究人员提出了一种润湿驱动热冻结打印方法,无需流变改性即可实现极软硅胶薄膜的高质量制造。建立了挤出、铺展、融合与热冻结协同调控的量化框架,形成了均匀薄膜、复杂图案薄膜、梯度/阶梯薄膜及曲面贴合薄膜的制造方法,并实现了全打印三明治结构柔性传感器的集成制备。该研究工作将“抑制流动”的传统路径拓展为“设计流动”的制造策略,为软物质挤出打印质量优化提供了新思路,为柔性电子、软体机器人等领域的高质量制造提供了新技术。